Нержавеющая сталь встречается повсюду в жизни, и существует множество моделей, которые сложно отличить друг от друга. Сегодня я поделюсь с вами статьей, которая прояснит эти моменты.

Нержавеющая сталь — это аббревиатура от Stainless (кислотостойкая сталь), которая устойчива к воздействию воздуха, пара, воды и других слабых коррозионных сред. Она также известна как нержавеющая сталь и устойчива к воздействию химических коррозионных сред (кислот, щелочей, солей и других химических веществ).
Нержавеющая сталь относится к стали, устойчивой к коррозии под воздействием воздуха, пара, воды и других слабых коррозионных сред, а также кислот, щелочей, солей и других химических коррозионных сред. Её также называют кислотостойкой нержавеющей сталью. На практике сталь, устойчивую к коррозии в слабых коррозионных средах, часто называют нержавеющей сталью, а сталь, устойчивую к коррозии в химических средах, — кислотостойкой сталью. Из-за различий в химическом составе, первая не обязательно устойчива к коррозии в химических средах, тогда как вторая, как правило, является нержавеющей. Коррозионная стойкость нержавеющей стали зависит от легирующих элементов, содержащихся в стали.
Общая классификация
Согласно металлургической организации
В целом, согласно металлургической классификации, обычные нержавеющие стали делятся на три категории: аустенитные, ферритные и мартенситные. На основе базовой металлургической классификации этих трех категорий для конкретных нужд и целей выводятся дуплексные стали, дисперсионно-упрочняемые нержавеющие стали и высоколегированные стали, содержащие менее 50% железа.
1. Аустенитная нержавеющая сталь
Матрица гранецентрированной кубической кристаллической структуры аустенитной организации (фаза CY) преимущественно немагнитна, в основном за счет холодной обработки, что приводит к ее упрочнению (и может приводить к определенной степени магнетизма) нержавеющей стали. Американский институт железа и стали использует числовые обозначения серий 200 и 300, например, 304.
2. Ферритная нержавеющая сталь
В матрице преобладает объемноцентрированная кубическая кристаллическая структура ферритной организации (фаза А), она магнитна, обычно не упрочняется термической обработкой, но холодная обработка может сделать ее слегка упрочненной нержавеющей сталью. Американский институт железа и стали (American Iron and Steel Institute) использует обозначения 430 и 446.
3. Мартенситная нержавеющая сталь
Матрица имеет мартенситную структуру (объемноцентрированная кубическая или кубическая), магнитна, и посредством термической обработки можно регулировать ее механические свойства. Американским институтом железа и стали (American Iron and Steel Institute) при температурах 410, 420 и 440 указаны соответствующие обозначения. Мартенсит имеет аустенитную структуру при высоких температурах, которая может быть преобразована в мартенсит (т.е. затвердевший) при охлаждении до комнатной температуры с соответствующей скоростью.
4. Аустенитная ферритная (дуплексная) нержавеющая сталь.
Матрица имеет двухфазную структуру, включающую аустенитную и ферритную фазы, причем содержание менее плотной фазы матрицы обычно превышает 15%. Она обладает магнитными свойствами и может быть упрочнена холодной обработкой нержавеющей стали. 329 — типичная дуплексная нержавеющая сталь. По сравнению с аустенитной нержавеющей сталью, дуплексная сталь значительно обладает повышенной прочностью, устойчивостью к межкристаллитной коррозии, хлоридной коррозии под напряжением и питтинговой коррозии.
5. Нержавеющая сталь, упрочненная путем осаждения
Матрица имеет аустенитную или мартенситную структуру и может быть упрочнена путем дисперсионного упрочнения, что позволяет получить упрочненную нержавеющую сталь. Американский институт железа и стали использует цифровые этикетки серии 600, например, 630, то есть 17-4PH.
В целом, помимо легирующих элементов, коррозионная стойкость аустенитной нержавеющей стали превосходит другие. В менее агрессивных средах можно использовать ферритную нержавеющую сталь, а в слабоагрессивных средах, если требуется высокая прочность или твердость материала, можно использовать мартенситную нержавеющую сталь и нержавеющую сталь с дисперсионным упрочнением.
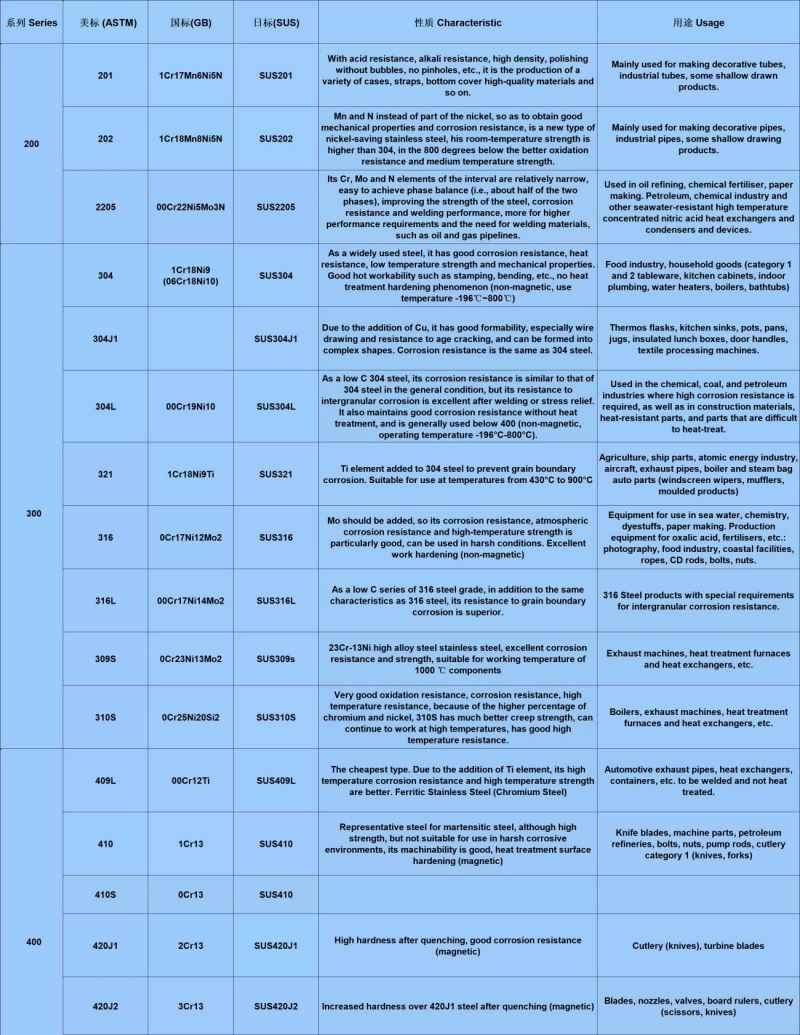
Характеристики и применение
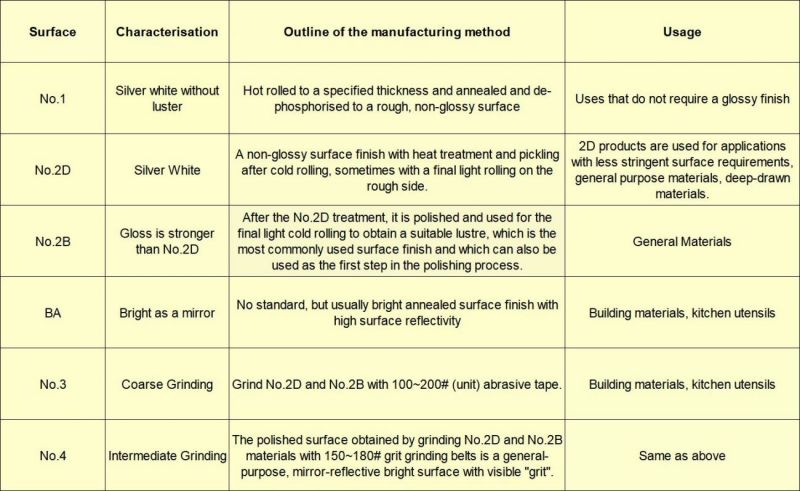
Поверхностный процесс
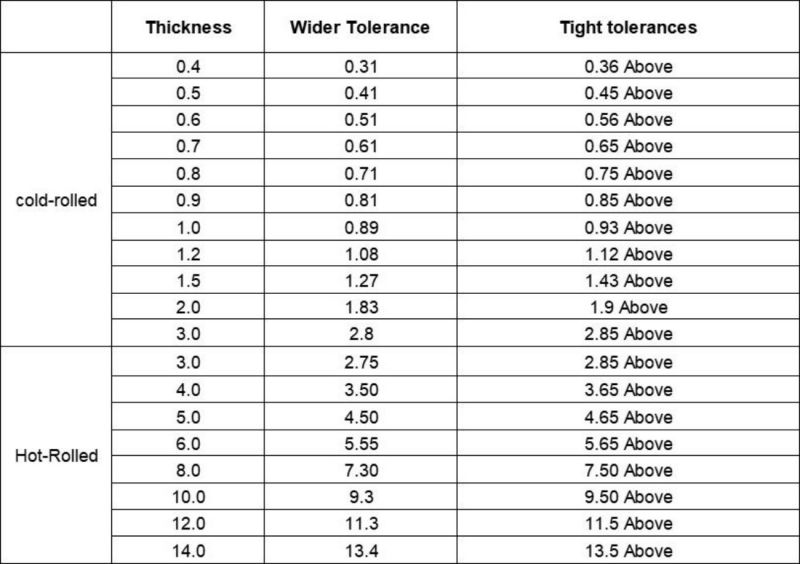
Различие по толщине
1. Из-за нагрева станков в процессе прокатки валки подвергаются незначительной деформации, что приводит к отклонению толщины прокатанного листа, обычно более толстого посередине между двумя сторонами. При измерении толщины листа в соответствии с действующими нормами следует измерять толщину в середине головки листа.
2. Допуски определяются рыночным и потребительским спросом и, как правило, делятся на большие и малые.
V. Требования к производству и контролю качества
1. Трубная пластина
① Соединения трубных пластин встык для 100% контроля лучевым или ультразвуковым контролем, квалификационный уровень: лучевой контроль: II, ультразвуковой контроль: I;
② Помимо нержавеющей стали, для снятия внутренних напряжений в пластинах соединительных труб проводится термообработка;
③ Отклонение ширины перемычки отверстия в трубчатой пластине: согласно формуле расчета ширины перемычки отверстия: B = (S - d) - D1
Минимальная ширина перемычки отверстия: B = 1/2 (S - d) + C;
2. Термообработка трубной коробки:
Углеродистая сталь, низколегированная сталь, свариваемая с разъемной перегородкой трубной коробки, а также трубная коробка с боковыми отверстиями, превышающими 1/3 внутреннего диаметра цилиндрической трубной коробки, при сварке должны подвергаться термообработке для снятия напряжений, а уплотнительные поверхности фланца и перегородки должны быть обработаны после термообработки.
3. Испытание давлением
Когда расчетное давление в кожухе ниже давления в трубах, необходимо проверить качество соединений труб теплообменника и трубных пластин.
① Для проверки герметичности соединений труб необходимо повысить давление в соответствии с программой испытаний корпуса и программой испытаний трубопровода. (Однако необходимо обеспечить, чтобы первичное пленочное напряжение корпуса во время гидравлических испытаний составляло ≤0,9ReLΦ)
② Если описанный выше метод неприменим, после прохождения испытания на гидростатическое давление можно провести испытание корпуса на герметичность при наличии исходного давления, а затем – испытание на утечку аммиака или галогенов.
Какие виды нержавеющей стали не подвержены коррозии?
Существует три основных фактора, влияющих на ржавление нержавеющей стали:
1. Содержание легирующих элементов. В целом, сталь с содержанием хрома 10,5% не склонна к коррозии. Чем выше содержание хрома и никеля, тем лучше коррозионная стойкость. Например, сталь марки 304 с содержанием никеля 85–10% и хрома 18–20% обычно не ржавеет.
2. Процесс плавки, используемый производителем, также влияет на коррозионную стойкость нержавеющей стали. При хорошей технологии плавки, современном оборудовании и технологиях, а также на крупных металлургических заводах, обеспечивается контроль легирующих элементов, удаление примесей и контроль температуры охлаждения заготовок, что гарантирует стабильное и надежное качество продукции, высокое внутреннее качество и устойчивость к коррозии. Напротив, на некоторых небольших металлургических заводах оборудование и технологии устарели, процесс плавки не позволяют удалить примеси, и продукция неизбежно подвергается коррозии.
3. Внешняя среда. В сухой и хорошо проветриваемой среде ржавчина возникает нечасто, в то время как высокая влажность воздуха, продолжительные дожди или воздух с кислотной и щелочной средой способствуют коррозии. Нержавеющая сталь марки 304 также подвержена коррозии, если окружающая среда слишком неблагоприятна.
Как бороться с пятнами ржавчины на нержавеющей стали?
1. Химический метод
Для восстановления коррозионной стойкости заржавевших деталей с помощью травильной пасты или спрея необходимо провести повторную пассивацию путем образования пленки оксида хрома. После травления, чтобы удалить все загрязнения и остатки кислоты, очень важно тщательно промыть детали водой. После обработки и повторной полировки с помощью полировального оборудования можно нанести полировальный воск. Для удаления небольших локальных пятен ржавчины можно также использовать смесь бензина и масла в соотношении 1:1, протерев пятна чистой тряпкой.
2. Механические методы
Пескоструйная обработка, очистка с использованием частиц стекла или керамики, удаление загрязнений, чистка щеткой и полировка. Механические методы позволяют удалить загрязнения, вызванные ранее удаленными материалами, полировальными материалами или удаленными загрязнениями. Все виды загрязнений, особенно посторонние частицы железа, могут быть источником коррозии, особенно во влажной среде. Поэтому механически очищенные поверхности предпочтительно предварительно очищать в сухих условиях. Использование механических методов очищает только поверхность и не изменяет коррозионную стойкость самого материала. Поэтому после механической очистки рекомендуется повторно отполировать поверхность с помощью полировального оборудования и покрыть ее полировальным воском.
В измерительных приборах обычно используются различные марки и свойства нержавеющей стали.
1.304 нержавеющая сталь. Это одна из аустенитных нержавеющих сталей с широким спектром применения, подходящая для изготовления деталей, полученных методом глубокой вытяжки, а также кислотных трубопроводов, контейнеров, конструкционных элементов, корпусов различных приборов и т. д. Из нее также можно изготавливать немагнитное низкотемпературное оборудование и детали.
2. Нержавеющая сталь 304L. Для решения проблемы осаждения Cr23C6, вызванного в некоторых условиях сильной склонностью нержавеющей стали 304 к межкристаллитной коррозии, была разработана сверхнизкоуглеродистая аустенитная нержавеющая сталь, обладающая значительно лучшей стойкостью к межкристаллитной коррозии, чем нержавеющая сталь 304. Помимо несколько меньшей прочности, другие свойства нержавеющей стали 321, используемой в основном для коррозионностойкого оборудования и компонентов, не поддающейся термической обработке при сварке, позволяют использовать ее для изготовления различных типов корпусов приборов.
Нержавеющая сталь 3.304H. Внутренний ответвитель из нержавеющей стали 304, массовая доля углерода 0,04% ~ 0,10%, обладает лучшими высокотемпературными характеристиками, чем нержавеющая сталь 304.
4.316 нержавеющая сталь. В основе стали 10Cr18Ni12 лежит добавление молибдена, благодаря чему сталь обладает хорошей устойчивостью к восстановительным средам и точечной коррозии. В морской воде и других средах коррозионная стойкость лучше, чем у нержавеющей стали 304, поэтому она в основном используется в качестве материала, устойчивого к точечной коррозии.
Нержавеющая сталь 5.316L. Сверхнизкоуглеродистая сталь с хорошей устойчивостью к сенсибилизированной межкристаллитной коррозии, пригодная для изготовления сварных деталей и оборудования с большим поперечным сечением, например, нефтехимического оборудования, из коррозионностойких материалов.
Нержавеющая сталь 6.316H. Внутренняя ветвь изготовлена из нержавеющей стали 316, массовая доля углерода составляет 0,04%-0,10%, что обеспечивает лучшие высокотемпературные характеристики по сравнению с нержавеющей сталью 316.
7.317 нержавеющая сталь. Она обладает лучшей стойкостью к точечной коррозии и ползучести, чем нержавеющая сталь 316L, используемая в производстве нефтехимического оборудования и оборудования, устойчивого к коррозии органическими кислотами.
8.321 нержавеющая сталь. Аустенитная нержавеющая сталь, стабилизированная титаном, с добавлением титана для улучшения межкристаллитной коррозионной стойкости и обладающая хорошими высокотемпературными механическими свойствами, может быть заменена аустенитной нержавеющей сталью со сверхнизким содержанием углерода. Помимо высоких температур или водородной коррозии и других особых случаев, в обычных условиях не рекомендуется.
9.347 нержавеющая сталь. Аустенитная нержавеющая сталь, стабилизированная ниобием, с добавлением ниобия, улучшающей межкристаллитную коррозию, коррозионную стойкость в кислотах, щелочах, солях и других агрессивных средах, обладает хорошими сварочными свойствами, может использоваться в качестве коррозионностойкого и жаропрочного материала, применяемого в основном в теплоэнергетике и нефтехимической промышленности, например, для производства контейнеров, трубопроводов, теплообменников, валов, труб для печей и трубных термометров для промышленных печей и т. д.
Нержавеющая сталь 10.904L. Сверхпрочная аустенитная нержавеющая сталь, изобретенная в Финляндии Отто Кемпом. Содержание никеля составляет от 24% до 26%, содержание углерода — менее 0,02%. Обладает превосходной коррозионной стойкостью, проявляет очень хорошую коррозионную стойкость в неокисляющих кислотах, таких как серная, уксусная, муравьиная и фосфорная, а также обладает хорошей устойчивостью к щелевой коррозии и коррозии под напряжением. Подходит для использования в серной кислоте различной концентрации при температуре ниже 70℃, обладает хорошей коррозионной стойкостью к уксусной кислоте и смесям муравьиной и уксусной кислот любой концентрации и при любой температуре при нормальном давлении. В первоначальном стандарте ASMESB-625 она относится к никелевым сплавам, а в новом стандарте — к нержавеющей стали. В Китае используется только сталь марки 015Cr19Ni26Mo5Cu2, тогда как некоторые европейские производители измерительных приборов используют нержавеющую сталь 904L в качестве основного материала. Например, в измерительных трубках расходомеров E+H используется нержавеющая сталь 904L, а в корпусах часов Rolex также применяется нержавеющая сталь 904L.
Нержавеющая сталь 11.440C. Мартенситная нержавеющая сталь, закаливаемая нержавеющая сталь, нержавеющая сталь с высочайшей твердостью, твердость HRC57. В основном используется в производстве форсунок, подшипников, клапанов, золотников клапанов, седел клапанов, втулок, штоков клапанов и т. д.
Нержавеющая сталь 12.17-4PH. Мартенситная нержавеющая сталь с дисперсионным упрочнением, твердость HRC44, обладает высокой прочностью, твердостью и коррозионной стойкостью, не может использоваться при температурах выше 300 ℃. Она обладает хорошей коррозионной стойкостью как к атмосферным воздействиям, так и к разбавленным кислотам или солям, и ее коррозионная стойкость аналогична стойкости нержавеющих сталей 304 и 430, и используется в производстве морских платформ, лопаток турбин, золотников, седел, втулок и штоков клапанов.
В приборостроении, с учетом общности применения и стоимости, традиционный порядок выбора аустенитной нержавеющей стали выглядит следующим образом: 304-304L-316-316L-317-321-347-904L, из которых 317 используется реже, 321 не рекомендуется, 347 используется для высокотемпературной коррозии, а 904L является материалом по умолчанию только для некоторых компонентов отдельных производителей, и при проектировании обычно не принято отдавать предпочтение именно 904L.
При проектировании контрольно-измерительных приборов обычно возникают различия в материалах, из которых они изготовлены, и в материалах трубопроводов, особенно в условиях высоких температур. Необходимо уделять особое внимание выбору материалов для приборов, соответствующих расчетной температуре и давлению технологического оборудования или трубопровода. Например, при выборе высокотемпературного хромомолибденового стального трубопровода, использование нержавеющей стали может создать проблемы, поэтому следует проконсультироваться с производителем соответствующих температурно-манометрических приборов.
При проектировании и выборе приборов часто приходится сталкиваться с разнообразием систем, серий, марок нержавеющей стали. Выбор должен основываться на конкретных параметрах рабочей среды, температуре, давлении, нагружаемых деталях, коррозионной стойкости, стоимости и других факторах.
Дата публикации: 11 октября 2023 г.